
In modern packaging and beverage production, there is a critical component that determines the efficiency, stability, and quality of the entire bottling system long before a bottle ever takes shape. It is not the final container itself, but the precision-engineered tooling behind it-especially the PET preform mold system that defines every detail of the production outcome.
PET preform manufacturing is a highly controlled injection molding process that transforms raw PET resin into a semi-finished form, which is later reheated and stretch-blow molded into bottles. Among all equipment involved, the mold system plays the most decisive role in consistency, output capacity, and final product performance.
- What Is a PET Preform?
- PET Preform Manufacturing Process Overview
- Step 1: PET Resin Drying
- Step 2: High-Temperature Injection Molding
- Step 3: Mold Cooling System Efficiency
- Step 4: Ejection and Automatic Handling
- Step 5: Quality Control and Inspection
- Core Role of PET Preform Injection Mold
- Why Mold Design Determines Bottle Quality
- SZ-MOLDTECH: Specialist in PET Preform Mold Engineering
- PET Preform Mold Technical Specification Table
- FAQ – Common Questions from Buyers
- Conclusion

What Is a PET Preform?
A PET preform is an intermediate product made from polyethylene terephthalate (PET) through injection molding. It looks like a thick test tube with a finished bottle neck and threaded closure area already formed.
The preform serves as the foundation of the final bottle and directly impacts:
Bottle strength and pressure resistance
Transparency and visual quality
Wall thickness distribution
Sealing compatibility
Production efficiency during blow molding
Because of these factors, the PET preform mold system becomes the core engineering component of the entire production chain.

PET Preform Manufacturing Process Overview
The production of PET preforms follows a strict and repeatable industrial workflow designed for precision and efficiency.
| Stage | Function | Key Control Factor |
|---|---|---|
| Raw Material Drying | Removes moisture from PET resin | Moisture content |
| Melting & Injection | Forms preform shape | Temperature & pressure |
| Mold Filling | Defines geometry accuracy | Mold precision |
| Cooling Process | Stabilizes structure | Cooling efficiency |
| Ejection | Removes finished preforms | Cycle timing |
| Quality Inspection | Ensures consistency | Automation & sampling |
Step 1: PET Resin Drying
PET is highly sensitive to moisture. If water content is not properly controlled, hydrolysis occurs during melting, leading to degradation of mechanical properties and visual defects.
Proper drying ensures:
High transparency
Stable molecular structure
Strong mechanical performance
This step is essential before any injection process begins.
Step 2: High-Temperature Injection Molding
Dried PET resin is melted at approximately 260–280°C and injected under high pressure into a precision mold cavity.
During this stage, the machine forms:
Neck threads with precise tolerances
Uniform preform body structure
Accurate weight distribution
However, the final quality is not determined by the machine alone-it heavily depends on the precision of the PET preform mold and hot runner system design.
Step 3: Mold Cooling System Efficiency
Cooling is one of the most critical factors in cycle time and product stability.
High-performance PET preform molds typically include:
Optimized cooling water channels
Balanced thermal distribution
Fast heat exchange systems
Efficient cooling leads to:
Shorter cycle times
Reduced deformation
More consistent wall thickness
Step 4: Ejection and Automatic Handling
Once cooled, the mold opens and preforms are automatically ejected using robotic systems.
Modern production lines often include:
Automatic pick-and-place robots
Conveyor transport systems
Inline inspection modules
This enables continuous, high-speed production with minimal manual intervention.
Step 5: Quality Control and Inspection
Quality assurance ensures that every preform meets strict production standards before downstream blow molding.
Key inspection points include:
Weight consistency
Neck finish precision
Transparency level
Surface defects (black spots, bubbles)
Mechanical strength
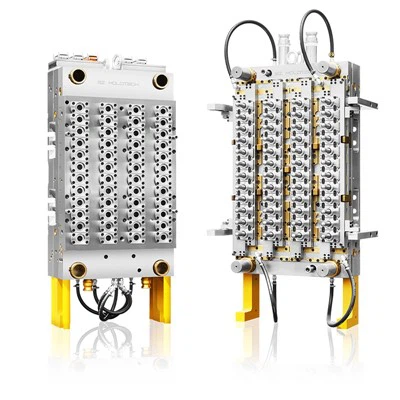
Core Role of PET Preform Injection Mold
The PET preform mold is the most important factor determining production efficiency and product consistency.
High-quality molds are characterized by:
Multi-Cavity High Output Design
Modern systems often range from 48 cavities to 144 cavities, significantly increasing production capacity.
Precision Hot Runner System
Ensures even material distribution across all cavities and reduces material waste.
High-Precision CNC Machining
Guarantees accurate neck threads and dimensional stability.
Advanced Cooling Structure
Reduces cycle time while maintaining uniform quality.

Why Mold Design Determines Bottle Quality
The final bottle quality is not only influenced by blow molding but begins at the preform stage.
During stretch blow molding, PET undergoes biaxial orientation, improving:
Strength
Transparency
Barrier performance
If the preform is inconsistent, the final bottle will show defects such as uneven wall thickness or weak points.
SZ-MOLDTECH: Specialist in PET Preform Mold Engineering
In the PET preform mold industry, precision engineering and system reliability define competitive advantage.
SZ-MOLDTECH focuses on delivering advanced PET preform mold solutions designed for high-efficiency industrial production:
High-cavity mold development (48–144 cavities)
Precision CNC machining and mirror polishing
Optimized hot runner integration systems
Long-life mold steel selection
Custom bottle shape engineering support
The goal is to help manufacturers achieve:
Higher production output
Lower defect rates
Stable and repeatable cycle performance
PET Preform Mold Technical Specification Table
| Cavitation | Layout | Pitch (mm) | Thread Up To | Support Ring Up To | Max Body Diameter |
|---|---|---|---|---|---|
| 48 CAV | 4 × 12 | 60 × 152 | 38 mm | 42 mm | 38 mm |
| 72 CAV | 6 × 12 | 60 × 140 | 38 mm | 42 mm | 38 mm |
| 6 × 12 | 50 × 140 | 30 mm | 34 mm | 30 mm | |
| 6 × 12 | 50 × 120 | 30 mm | 34 mm | 30 mm | |
| 96 CAV | 8 × 12 | 60 × 140 | 38 mm | 42 mm | 38 mm |
| 6 × 16 | 50 × 140 (2 × 100) | 30 mm | 34 mm | 30 mm | |
| 8 × 12 | 50 × 120 | 30 mm | 34 mm | 30 mm | |
| 6 × 16 | 60 × 114 | 38 mm | 42 mm | 38 mm | |
| 128 CAV | 8 × 16 | 50 × 120 | 30 mm | 34 mm | 30 mm |
| 8 × 16 | 50 × 111 | 30 mm | 34 mm | 30 mm | |
| 144 CAV | 8 × 18 | 50 × 140 | 30 mm | 34 mm | 30 mm |
The mold is applicable to various machine models, subject to confirmation by the project engineer.
FAQ – Common Questions from Buyers
What cavity range is common for PET preform molds?
Most industrial molds range from 48 to 144 cavities depending on production scale requirements.
How long does a PET preform mold last?
With proper maintenance and high-quality steel, molds can operate for millions of cycles.
Can preform weight be customized?
Yes, weight is controlled through mold design and cavity configuration adjustments.
Why do preforms sometimes appear cloudy or white?
This is usually caused by moisture in raw material or improper cooling control during injection.
What is the role of the hot runner system?
It ensures even material flow into each cavity, improving consistency and reducing waste.
How can production efficiency be improved?
Efficiency can be increased by optimizing cooling channels, using high-cavity mold designs, and maintaining stable injection parameters.
Conclusion
PET preform manufacturing is not simply an injection molding process-it is a highly engineered system where every parameter influences final product performance. From resin drying to injection, cooling, and quality inspection, each step requires precise coordination.
However, the true foundation of efficiency, stability, and scalability lies in the PET preform mold system, which defines output capacity and product consistency at the source.
As global demand for lightweight, high-strength, and cost-efficient packaging continues to grow, advanced mold engineering will play an increasingly critical role in shaping the future of PET bottle production.